Machine à cintrer servo CNC HPE3513
description des produits
La machine-outil se compose principalement d'un châssis, d'une glissière, d'un système de butée arrière, d'un système de contrôle et de moules, etc.
1. Cadre : Cette partie se compose de colonnes gauche et droite, d'une plaque de support, d'une table inférieure et d'autres composants du cadre en forme de boîte.Le lit est soudé avec une plaque d'acier dans son ensemble, et après le soudage, la machine est soumise à un vieillissement à haute température à 700 degrés pendant 24 heures, et la surface est traitée par grenaillage, ce qui élimine complètement les contraintes internes générées lors du soudage, et adopte une conception robuste pour assurer la rigidité et la stabilité à long terme de la machine-outil.
2. Curseur : Cette pièce se compose principalement d'un curseur, d'un boîtier d'alimentation, d'une échelle magnétique, d'une vis, d'un rail de guidage rectangulaire et d'autres composants.Boîtier d'alimentation gauche et droit avec boulons et connexion de fixation du cadre, vis et curseur utilisant des écrous, connexion par bloc à billes, la structure du curseur peut améliorer la durée de vie lorsqu'il est soumis à une charge partielle.Le curseur et le cadre sont reliés par un rail de guidage rectangulaire.Le rail de guidage est autolubrifiant et seules quelques gouttes d'huile sont nécessaires chaque semaine.Dans le cadre des deux côtés de la plaque en forme de C équipée d'échelles pour contrôler la position limite supérieure de la course du curseur, la position limite inférieure, la course à vide et la course de travail de la position du point de transition, ainsi que la détection, le retour d'information du mouvement synchronisé des deux vis.
3. Système de contrôle : adoption d'un système de contrôle numérique auto-développé, en fonction de l'épaisseur de la plaque, du matériau, de la longueur et du calcul automatique de la force de flexion, calcul automatique de la correction d'erreur angulaire.
4. Moule : Cette partie se compose de deux parties : l’ensemble de moule supérieur et l’ensemble de moule inférieur.Le moule supérieur est monté sur la glissière, en s'appuyant sur la plaque de serrage pour le fixer, le moule inférieur peut être simple V, double V et multi-V et d'autres formes, le moule peut être segmenté selon les exigences de l'utilisateur.
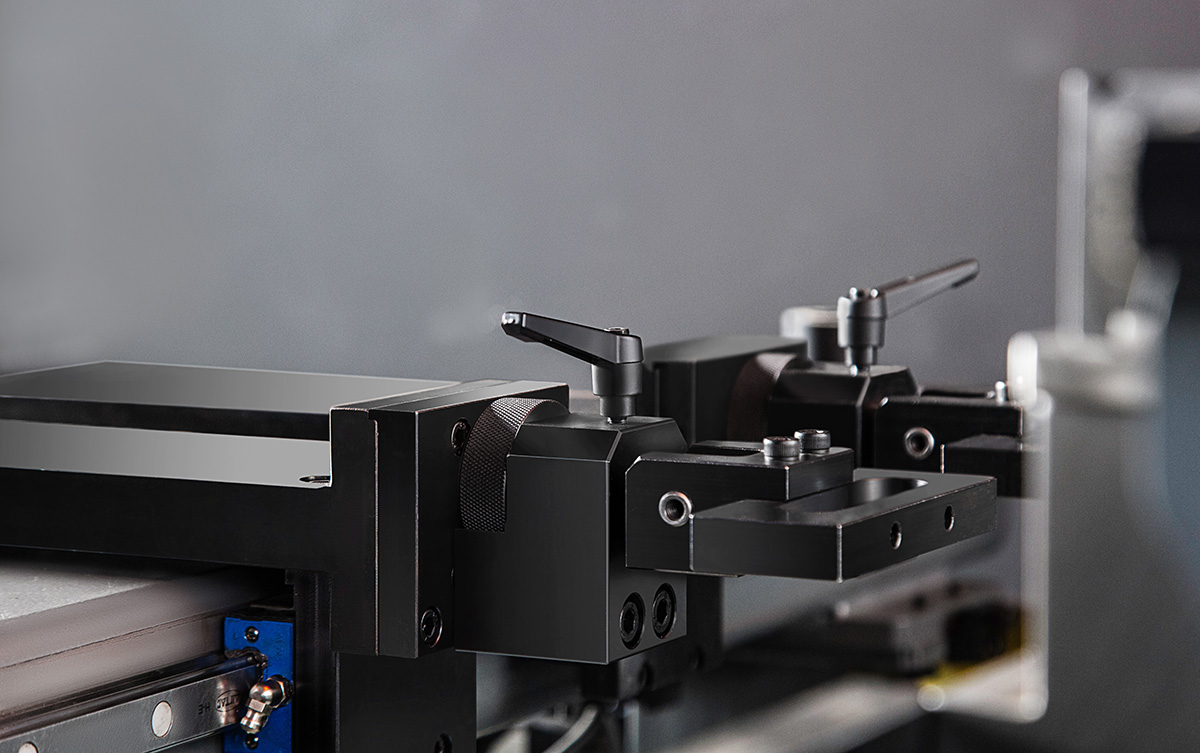
5. Support d'alimentation avant : Cette pièce est une pièce standard, installée à l'avant de la table de travail.Lors de l'utilisation, en fonction de la longueur de la pièce, le support de palette avant peut être déplacé manuellement vers la position appropriée pour la fixation, le support de palette peut être ajusté horizontalement et verticalement.
Spécification principale
| Non. | Nom | Paramètre | Unité | |
| 1 | Force de flexion | 350 | KN | |
| 2 | Longueur de pliage | 1300 | mm | |
| 3 | Coup de bélier | 150 | mm | |
| 4 | Profondeur de la gorge | 150 | mm | |
| 5 | Hauteur de gorge | 420 | ||
| 6 | Hauteur fermée | 370 | mm | |
| 8 | Hauteur de la table de travail | 760 | mm | |
| 9 | Vitesse de pliage | 50 | mm/sec | |
| 10 | Vitesse d'approche | 200 | mm/sec | |
| 11 | Vitesse de retour | 200 | mm | |
| 12 | Axe X | Accident vasculaire cérébral | 500 | mm |
| 13 | vitesse | 250 | mm/sec | |
| 14 | précision | ±0,02 | mm | |
| 15 | Moteur principal | 2*7,5 | Kw | |
| 16 | Poids | 3000 | Kg | |
| 17 | Taille | 1800*1500*2280 | mm | |
Forme et structure du produit
1. Conception indépendante de Yangzhou Hanzhi, belle apparence, bien faite.
2. L'ensemble de la structure de soudage des plaques d'acier, du cadre épais, de la rigidité et de l'absorption des chocs.
3. Les parties structurelles sont détartrées par ponçage et pulvérisées de peinture antirouille.
4. La colonne, la glissière de travail supérieure et la table inférieure de la machine-outil sont finies par une aléseuse et fraiseuse de sol CNC à grande échelle de pointe au monde, qui garantit le parallélisme, la perpendiculaire et le parallélisme de chaque surface de montage.
5. La conception de flexion dynamique vers le haut est lisse, facile et sûre à utiliser.
6. Au point mort inférieur, il existe une fonction de retard de préservation de la pression pour assurer la précision de la pièce.
7. Dans les conditions des normes nationales ou internationales, la précision de l'angle de pliage est assurée à ± 0,5 degrés.
spectacle détaillé